УралКотлоМаш
тел./факс: 8 (351) 742-42-81, 230-38-22 e-mail: uralenergo74@mail.ru
Оборудование ТЭЦ
454008, Челябинск, ул. Косарева, 1Ател./факс: 8 (351) 742-42-81, 230-38-22 e-mail: uralenergo74@mail.ru

Водяной экономайзер - элемент котлоагрегата, теплообменный аппарат, в котором питательная вода перед подачей в котел подогревается уходящими газами.
Водяной экономайзер выполняют в виде стальных гладкотрубных и стальных из оребренных труб. Для работы при давлении до 2,3 МПа и температуре питательной воды ниже температуры точки росы дымовых газов или недеаэрированной воды водяной экономайзер изготовляют из гладких или ребристых стальных труб.
Поверхность нагрева в этом случае образована из оребренных труб, соединенных в змеевики гладкотрубными V-образными калачами для перепуска воды, обычно вынесенными из зоны непосредственного обогрева продуктами сгорания за обмуровку коптов, что обеспечивает удобство ремонта и повышает надежность работы водяного экономайзера.
Преимущество спирально оребренной поверхности нагрева перед гладкотрубной:
Технические характеристики
Метод: диффузионная сварка ленты для труб
Диаметр: 19 – 219 мм
Высота ленты: 10 – 25 мм
Шаг ребра: 4,5 – 11 мм
Длина трубы: максимально 8 000 мм
Трубы для оребрения
Тип трубы: бесшовная
Марки стали: 20 ГОСТ 1050 (ГОСТ 8731 Группа В, ГОСТ 8733 Группа В, ТУ 14-3-460, ТУ 14-3-858, ТУ 14-3-190
Лента стальная для оребрения
Толщина ленты: 1 мм
Марки стали: 08кп-М-3 ГОСТ 1050 (ГОСТ 503) или 08кп х/к ВГ-Б-2-1 ГОСТ 19851, ГОСТ 10234.
Контроль качества материалов используемых для оребрёния труб
экспресс-анализ химического состава
химический анализ
рентгенографическая дефектоскопия
магнитопорошковая дефектоскопия
анализ механических свойств
гидравлические испытания
ультразвуковая дефектоскопия
металлография
Оборудование ТЭЦ представлено собственной продукцией и промышленным оборудование наших смежников.
Уралкотломаш входит в тройку лидеров предприятий производящих оребренные трубы в России.
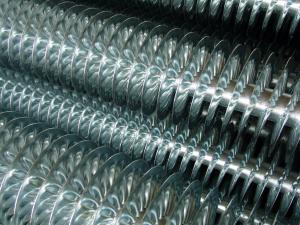
Оребренные трубы изготавливаются схематически следующим образом:
Оребряемая труба перемещается вперед и вращается вокруг своей оси, за счет чего происходит навивка ленты на трубу. К ребру и трубе, контактным методом подводится высокочастотная энергия. Ток радиочастоты нагревает металл до сварочной температуры. В точке схождения, под действием приложенного извне усилия осадки, происходит деформация и приварка ребра к трубе. В частности, трубное оребрение производится прикорневой приваркой ленты к трубе высокочастотной сваркой непрерывным швом.
Оребренные трубы предназначаются для изготовления теплообменной аппаратуры. Использование оребренных труб позволяет повысить эффективность теплообмена за счет многократного увеличения наружной поверхности труб и уменьшить на 30-40% металлоемкость теплообменных аппаратов, повышает их надежность и уменьшает в 1,2-2 раза габариты.
Оребренные трубы с успехом используются в производстве котельного оборудования: теплообменниках, теплоутилизаторах, котлах-утилизаторах, подогревателях, экономайзерах, калориферах, конденсаторах воздушного охлаждения, продуктовых змеевиках нагревательных печей и батареях отопления. Также, оребренные трубы находят широкое применение в энергетике, химической, нефтеперерабатывающей и других отраслях промышленности.
   |
Оребренные трубы данного вида применяются для изготовления аппаратов воздушного охлаждения, промышленных и бытовых отопительных радиаторов, воздушных калориферов. Преимущества и достоинства эксплуатации оребренных труб в сравнении с гладкими - неоспоримы.
Биметаллические оребренные трубы изготавливаются методом холодной прокатки алюминиевой заготовки на несущей латунной или стальной трубе. Оребренные трубы и готовые изделия с их использование находят применение в диапазоне эксплуатационных температурах до 300 °С и давлении среды до 450 кг/см2 как в нейтральных так и агрессивных средах.
| Коэффициент оребрения трубы | Показатель |
| Оребренные, с несущей трубой ? 25 мм. | 9; 14.6; 20; 22 |
| Оребренные, с несущей трубой ? 38 мм. | 7,8; 17,4 |
| Материал, используемый при изготовлении. | специализированная, углеродистая, нержавеющая стали, латунь. |
| Длина труб (L), в метрах. | 1.5-12.0 |
Предприятие "Уралкотломаш" имеет большой опыт в изготовлении трубной продукции и в настоящее время изготавливает оребренные трубы, которые применяются для теплообменной аппаратуры. Трубы оребренные применяются в холодильных установках общего назначения, а так же в аппаратах воздушного охлаждения на нефтеперерабатываших предприятиях и газоперекачивающих станциях, калориферах в угольной промышленности, металлургических комбинатах, охладителях компрессоров в компрессорных цехах и многих других местах.
На протяжении ряда лет на предприятии "Уралкотломаш" успешно действует участок оребрения труб, широко используемых в теплообменниках.
В технологическом процессе за основу берется несущая стальная труба, которая оребряется алюминиевой трубой. Стремясь наилучшим образом удовлетворить своих клиентов, предприятие "Уралкотломаш" изготавливает оребренные трубы винтовые, однозаходные, биметаллические и монометаллические, как со стандартными характеристиками по оребренной части труб, так и по необходимым геометрическим параметрам с необходимой поверхностью теплообмена потребителя.
Оребренные биметаллические теплообменные элементы представляют собой конструкцию, состоящую из внутренней трубы (стальной, нержавеющей, цветного металла) и наружной оребренной, полученной винтовой прокаткой алюминиевой трубы. Плотное соединение между ними обеспечивается в процессе накатки и контролируется методом сдвига. Внутренняя трубка, изготовленная из стали или цветного металла, обеспечивает высокую коррозионную стойкость по отношению к жидкой среде.
Наружная трубка из алюминия наиболее технологична по условиям прокатки, а также имеет высокую эффективность теплопередачи.
Трубы производят по высокоэффективной технологии на специализированном оборудовании, обеспечивающем спиральную навивку ленты на трубу и одновременную ее приварку непрерывным швом. При производстве оребренных труб важным параметром является высокое качество в месте соединения ребра с поверхностью трубы, а зона термического влияния должна быть ограничена во избежание разупрочнения основного металла трубы вблизи шва.
Использование оребренных труб позволяет повысить эффективность теплообмена за счет многократного увеличения наружной поверхности труб. Также преимущества оребрённой поверхности труб перед гладкой состоит в сокращении расхода труб до 50%, при этом общий вес теплообменников снижается на 30-40%, а ресурс работы поверхности нагрева увеличивается в 2-3 раза.
Оребренные трубы предназначены для изготовления аппаратов воздушного охлаждения, а так же в промышленных и бытовых отопительных радиаторов, воздушных калориферов и так далее.
Изготавливаем оребренные алюминиевые трубы для газоохладителей (холодильников) ХРК – 9/8, ХРК – 9/25, ХРК – 3/8, ХРК – 3/25, ХРК – 3/40, ХРД – 2, ХРП – 11, ГК – 63, ГК – 125, всех типов компрессоров.
Материал оребрения - лента алюминиевая марки АМГ.
Оребрение производится прикорневой приваркой непрерывным швом ленты к трубе ВЧ сваркой.
Схематический чертеж оребренной трубы:
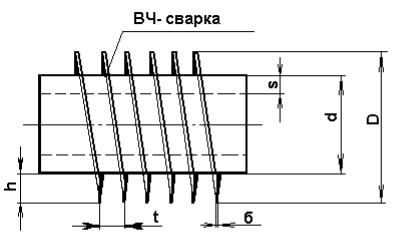
Обозначение на чертеже:
| d | Диаметр гладкой трубы, мм. | 20...60 |
| s | Толщина стенки трубы, мм. | 2,0...8 |
| h | Ширина ленты, мм. | 6...20 |
| ? | Толщина ленты, мм | 0,8...2,0 |
| t | Шаг ребер, мм. | 4,0...15,0 |
| L | Максимальная длина оребренной трубы, мм. | 15 000 |
| Тип стали | Размеры ленты |
| Легированные стали | 1,25х12, 1,3х12, 1,3х15 |
| Углеродистые стали | 1х11, 1х12, 1х15, 1,3х17, 1,5х20 |
На страницах нашего интернет сайта представлены различные виды оребреннных труб.
Мы производим оребренные трубы навивочным методом алюминиевой ленты на несущую трубу с насечкой наружной поверхности несущей трубы (KLM-ребро), который является инновационным методом оребрения в общемировой практике машиностроения. На российском рынке данные оребренные трубы представлены импортными аналогами "Крезо-Луар", "ГЕА".
Проводимая насечка поверхности оребренной трубы увеличивает площадь контакта до 50% в сравнении с гладкой трубой. Это позволяет получить более низкие термические напряжения на несущую трубу, что увеличивается сопротивляемость знакопеременным термическим нагрузкам. Несущая труба защищена от атмосферной коррозии. Использование данного метода изготовления оребренных труб снижает расход алюминия в 1,6 – 1,8 раза в сравнении с накаточным способом, и снижает себестоимость изготовления.
KLM - оребренные трубы соединили достоинства труб с навитыми завальцованными и L-ребрами при сохранении высокопроизводительной технологии изготовления. Оребренные трубы изготавливаются по следующему техпроцессу: из предварительной подготовки внешней поверхности несущей трубы перед натяжением ребра путем нанесения насечки. Одновременно, к оребряемой трубе подводится полоска ленты, где она проходит операцию формирования и образует основание ребра. Когда L-ребро сформировано, то его горизонтальное основание накладывается на трубу и закатывается во выступ - впадины.
Технологический процесс обеспечивает надежный контакт ребра с несущей трубой независимо от ее диаметра по всей длине.
Основные технические характеристики батарейного эмульгатора.
Корпусом установки является существующий корпус батарейных эмульгаторов II поколения, расположенный вместо демонтированных электрофильтров. Внутренняя поверхность корпуса защищается кислотоупорной плиткой и диабазовой замазкой. Все геометрические размеры сохраняются. На котел установлено два таких корпуса, в каждый из которых встраивается по 2 завихрителя и каплеуловителя с сепарационными обечайками .

Завихрители и каплеуловители выполнены из титанового сплава ВТ1-0. Сепарационная обечайка набирается из досок. Зазоры между завихрителем и стенками корпуса, каплеуловителем и стенками корпуса -перекрываются досками и уплотняются кислотоупорным бетоном . Опирание завихрителей предусмотрено на металлические балки, покрытые хим. защитой, каплеуловителей на деревянные брусья.

Система орошения представляет собой существующие баки и вновь вводимые трубы орошения (из ст.12х18Н10Т), истечение из которых происходит в каждую ячейку завихрителя через отверстия d 12мм (что исключает их забивание по отношению к батарейным эмульгаторам I поколения).
Система подвода горячего воздуха остается без изменений.
Газоочистительная установка снабжена контрольно-измерительной аппаратурой, которая служит для непрерывного контроля работы, состояния газоочистителя и поддержания оптимального режима.

Запыленные дымовые газы после котла через существующий прямоугольный входной патрубок поступают в нижнюю часть корпуса и входят в завихритель, где происходит их интенсивная закрутка в лопатках ячеек.
Орошающая вода подается по трубкам орошения в каждую ячейку. При взаимодействии воды с вращающимся газовым потоком, выходящим из лопаточных аппаратов, происходит образование пенного вращающегося слоя, который накапливается над лопатками. Вращение слоя способствует его турбулизации, повышая межфазную контактную поверхность и ее обновляемость.

Повышенное давление во вращающемся пенном слое за счет действия центробежных сил обуславливает устойчивое существование только мелких пузырей пены, что многократно увеличивает поверхность контакта фаз и интенсификацию процессов тепломаслообмена, чему также способствует противоточное движение «газ-жидкость».

Замедление вращения пены (эмульсии) в пристенной зоне, а также в верхних слоях на выходе в свободный объем является причиной возникновения интенсивных радиальных вихрей которые также способствуют интенсификации процессов тепломаслообмена, а значит и глубокой очистке дымовых газов.
Отработанная жидкость с уловленной золой (пульпа) сливается через лопаточные аппараты завихрителей в золосмывные аппараты, через которые поступает в каналы ГЗУ. Дымовые газы после очистки в эмульсионном слое поступают в каплеуловитель, где потеряв вращательную скорость, закручиваются для сепарации водяных капель на стенке сепарационной обечайки.
Для предотвращения коррозии газового тракта осуществляется подогрев очищенных газов на выходе из корпуса путем присадки к ним горячего воздуха. После подогрева очищенные газы направляются через выходной газоход и, далее, в дымовую трубу.
Некоторые расчетные данные для технико-коммерческого предложения по замене Конвективной Поверхности Нагрева (КПН) водогрейного котла ПТВМ -100 Синарской ТЭЦ (основной режим работы Dо=1250т/ч; Qка-100Гкал/час – const, топливо природный газ Qр=8000 ккал/нм?).
| Наименование | КПН из гладких труб (базовая) | КПН из оребренных труб |
| Труба Dн х S, мм | 28х3,0 | 38х3,5 |
| Размеры оребрения hрбхSрб,мм | - | 13,5х8,0 (6,5)х1,0 |
| Шаг труб S1/S2 , мм | 64/331 | 128/29 128/42,51 |
| Количество змеевиков, шт. | 2х2х96=384 | 2х96=192 |
| Количество секций, шт. | 96 | 96 |
| Количество труб в змеевике, шт. | 6; 8 | 6; 7 |
| Количество параллельно включенных труб,шт. | 1152; 15361 | 576; 6721 |
| Число приварок труб к стоякам, шт. | 5376 | 2496 |
| Высота поверхности h, мм | 2450 | 2530 |
| Поверхность нагрева Нn , м2 | 2910 | 5650; 65302 |
| Масса поверхности нагрева G, т в т.ч. труб Gтр , т | 62,0 62,0 | 64,2; 68,12 46,1 |
| Коэффициент эффективности y | 0,9 | 0,9 |
| Снижение температуры уходящих газов , °С | 0 | 6; 202 |
| Температура воды на входе t?, °С | 109 | 109 |
| Температура воды на выходе t?, °С | 144 | 145 |
| Скорость газов Wг , м/с | 8,8; 4,41 | 7,9; 4,51 |
| Скорость воды Wв , м/с | 1,5; 1,11 | 1,6; 1,31 |
| Массовая скорость воды gW, кг/м?с | 1357; 10181 | 1460; 13531 |
| Аэродинамическое сопротивление Dр, Па | 250 | 226; 2432 |
| Наименование параметров | Сравниваемые варианты | ||
| БАЗОВЫЙ ВАРИАНТ существующее состояние КПН- заводская конструкция | Штатная замена КПН – на поверхность нагрева заводской конструкции | Замена КПН- на поверхность нагрева новой конструкции с применением труб со спирально-ленточным оребрением | |
| Типоразмер трубы dт, x sст | 28х3,0 | 28х3,0 | 38х3,5 |
| Тип оребрения | гладкотрубн. | гладкотрубн | Гладк; спирально-ленточным ореб. |
| Параметры оребрения, h х t x S, мм. | - | - | 13,5х6,5х1 |
| Шаги шахматного трубного пучка ,S1/S2 | 64/33 | 64/33 | 128/29;128/42,5 |
| Число пакетов по высоте газохода, шт. | 2 | 2 | 2 |
| Число секции, шт. | 96х2=192 | 96х2=192 | 96х2=192 |
| Количество змеевиков ,шт. | 192х2=384 | 192=2=384 | 192х1=192 |
| Число параллельно включенных труб в секции | 12;16 | 12;16 | 6;7 |
| Число приварок труб к стойкам секции, шт. | 5376 | 5376 | 2496 |
| Число труб по ходу газов ,шт. | 24;32 | 24;32 | 24;28 |
| Высота пакета по осям крайних труб, мм. | 759;1023 | 759;1023 | 759;1213 |
| Высота поверхности h, мм. | 2472 | 2472 | 2509 |
| Полная поверхность нагрева H,м? | 1264+1686=2950 | 1264+1686=2950 | 854+5676=6530 |
| Гидравлическое сопротивление, кПа | 75 | 75 | 65 |
| Аэродинамическое сопротивление ,Па | 250 | 250 | 243 |
| Температура уходящих газов (w=0.85), ?С | 202 | 157 | 139 |
| Снижения температуры уходящих газов относительно базового варианта, ?С | 0 | 45 | 63 |
| КПД котла ,% | 87,52 | 89,63 | 90,55 |
| Расчетный расход топлива , Вр,нм3/ч | 14320 | 14000 | 13860 |
| Годовая экономия топлива, т.нм3/год (при Туст=3500ч/год) | 0 | 1120 | 1610 |
| Экономия эксплуатационных затрат на топливо относительно базового варианта, тыс.руб./год, (при цене природного газа 883 руб/т.м? в т.ч. НДС) | 0 | 989 | 1422 |
| Экономия эксплуатационных затрат на топливо относительно варианта штатной замены, тыс. руб/год. | - | 0 | 433 |
| Масса всей поверхности нагрева (без учета стояков) Gт (в т.ч. труб Gтр.,т.) | 31+31=62,0 | 31+31=62,0 | 21+47,2=68,5 |
| Капитальные затраты связанные на изготовление КПН (материалы + трудозатраты) | - | 4047 | 4471 |
| Капитальные затраты связанные с демонтажем и монтажом КПН , тыс.руб. | - | 1630 | 1800 |
| Суммарные капитальные затраты ,тыс.руб. | - | 5677 | 6271 |
| Дополнительные капитальные затраты относительно варианта штатной замены, тыс. руб. | - | 0 | 594 |
| Срок окупаемости суммарных кап.вложений, год | - | 5,7 | 4,4 |
| Срок окупаемости доп. кап.вложений, год. | - | - | 1,4 |

ООО «Уралкотломаш» предлагает новую конвективную поверхность нагрева взамен существующей (базовой) из труб 28х3мм для водогрейного котла ПТВМ-100. Разработана она на основе труб увеличенного диаметра 38х3,5 мм из стали марки 20.
Батарейный эмульгатор II поколения (БЭ-II) предназначен для очистки котла от дымовых газов и золы.
Корпусом установки является существующий корпус батарейных эмульгаторов I поколения, расположенный вместо демонтированных электрофильтров. Внутренняя поверхность корпуса защищается кислотоупорной плиткой и диабазовой замазкой. Все геометрические размеры сохраняются. На котел установлено два таких корпуса , в каждый из которых встраивается по 2 завихрителя и капле уловителя с сепарационными обечайками. Завихрители и капле уловители выполнены из титанового сплава ВТ1-0. Сепарационная обечайка набирается из досок. Зазоры между завихрителем и стенками корпуса, капле уловителем и стенками корпуса - перекрываются досками и уплотняются кислотоупорным бетоном . Опирание завихрителей предусмотрено на металлические балки , покрытые хим.защитой, капле уловителей на деревянные брусья .
| 1. Объем очищаемых газов, нмз/ч | 448767 |
| 2. Температура дымовых газов, Со | 160. ..165 |
| 3. Удельный расход воды на орошение, л/нмз | 0,15...0,22 |
| 4. Температура дымовых газов после эмульгатора до подогрева горячим воздухом, Со | 45...50 |
| 5. То же после подогрева, Со | 60...70 |
| 6. Аэродинамическое сопротивление эмульгатора (завихритель +капле уловитель), ммв ст. | более 160 |
| 7. Степень очистки дымовых газов от золы, % | 99,5 |
| 8. Степень нейтрализации (ожидаемая) окислов серы, % | 15...20 |
Система орошения представляет собой существующие баки и вновь вводимые трубы орошения (из ст. 12x1 8Н1 ОТ), истечение из которых происходит в каждую ячейку завихрителя через отверстия d 12мм (что исключает их забивание по отношению к батарейным эмульгаторам I поколения).
Система подвода горячего воздуха остается без изменений.
Газоочистительная установка снабжена контрольно- измерительной аппаратурой, которая служит для непрерывного контроля работы, состояния газоочистителя и поддержания оптимального режима.
Запыленные дымовые газы после котла через существующий прямоугольный входной патрубок поступают в нижнюю часть корпуса и входят в завихритель, где происходит их интенсивная закрутка в лопатках ячеек.
Орошающая вода подается по трубкам орошения в каждую ячейку. При взаимодействии воды с вращающимся газовым потоком, выходящим из лопаточных аппаратов, происходит образование пенного вращающегося слоя, который накапливается над лопатками. Вращение слоя способствует его турбулизации, повышая межфазную контактную поверхность и ее обновляемость.
Повышенное давление во вращающемся пенном слое за счет действия центробежных сил обуславливает устойчивое существование только мелких пузырей пены, что многократно увеличивает поверхность контакта фаз и интенсификацию процессов тепломассообмена, чему также способствует противоточное движение "газ-жидкость".
Замедление вращения пены (эмульсии) в пристенной зоне, а также в верхних слоях на выходе в свободный объем является причиной возникновения интенсивных радиальных вихрей, которые также способствуют интенсификации процессов тепломассообмена, а значит, и глубокой очистке дымовых газов.
Отработанная жидкость с уловленной золой (пульпа) сливается через лопаточные аппараты завихрителей в золосмывные аппараты, через которые поступает в каналы ГЗУ.
Дымовые газы после очистки в эмульсионном слое поступают в капле-уловитель, где потеряв вращательную скорость, закручиваются для сепарации водяных капель на стенке сепарационной обечайки.
Для предотвращения коррозии газового тракта осуществляется подогрев очищенных газов на выходе из корпуса путем присадки к ним горячего воздуха. После подогрева очищенные газы направляются через выходной газоход на всос дымососа и, далее, в дымовую трубу.